DLC
DLC / PVD 코팅의 선두주자 케이디엘씨
HOME > DLC > DLC

| 색상 |
Black
|
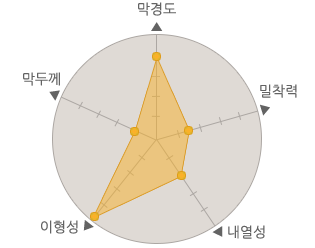
| 막경도(Hv) |
2,500-3,000
|
| 마찰계수 |
0.1
|
| 막두께(㎛) |
1~2
|
| 내열온도(℃) |
400
|
| 주요특징 |
윤활성, 이형성, 내식성
|
| 적용분야 |
반도체, LED, 자동차부품,
절연성, 정전기방지부품 등
|
정의 및 특성
DLC는 1970년경 미국의 한 과학자에 의해 흑연을원료로 Ion-beam 증착법에 의해 carbon막을 생성케
되었는데 다이아몬드와 매우 유사한 성질을 갖음으로 해서 DLC (diamond like carbon)라고 하게 되었다.
DLC는 Amorphous 구조로서 구조적으로는 다이아몬드 결정과는 다르지만 특성적으로는 다이아몬드와
매우 가까운 물질이다. (Nanotec 자료)
DLC (diamond like carbon)는 경도가 다이아몬드 (diamond)만큼 높고 표면이 매끄러워 윤활성이 좋기
때문에 내마모성과 내융착성이 요구되는 제품에 특히 뛰어난 효과를 지니고 있다.
DLC 막의 응용예 및 기대효과
- 1. 연질재료 (Al, Cu, 흑연, 아크릴 등)용 가공공구 (endmill, drill, reamer, etc.)
- 2. 연질금속용 성형 금형 (die, punch 등)
- 3. 흑연가공용 공구
- 4. 소결체 성형 금형
- 5. 자동차 관련 습동부품 (윤활유 무사용, 실린더 등)
- 6. 절연성 향상 부품
- 7. 정전기 방지 부품 (FA장비, 생산라인)
- 8. 생체용 관련 부품 (의료용 공구 및 부품)
- 9. 윤활 / 마모재료 (화학적 안정성)
- 10. 반도체, LED 생산관련 부품 등
테스트 결과 (Test Results)
DLC , diamond, graphite 의 특성비교
| 사양 |
DLC |
diamond |
graphite |
| 비중 |
> 2.0 |
3.5 |
2.3 |
| 경도(Hv) |
1,000~6,000 |
5,000~10,000 |
- |
| 비저항(Ω•㎝) |
106~1014 |
> 1016 |
10-3 |
| 굴절율 |
2.4 |
2.4 |
- |
DLC막의 마찰계수 비교
| 마찰계수 |
TiN |
TiCN |
TiAIN |
CrN |
DLC |
| 0.4 |
0.3 |
0.5 |
0.5 |
0.1 |
따라서 DLC는 경도가 높고 표면이 매끄러운 저마찰계수 (0.1)의 특성에 의해 특히 연질금속 (알루미늄, 동합금 등)
가공시 금형 및 치공구의 보호는 물론 피가공물의 융착등의 문제를 해결함으로 인해 면의 품질향상
maintenance주기 대폭감소로 인하여 생산 cost절감에 크게 기여할 수 있다.
DLC는 화학적으로 안정되어 이형성 내식성이 요구되는 제품에도 그 효과를 기대할 수 있다.
코팅장비

- 진공크기 : 1,000 (직경) x 1,000 (높이)(mm)
- 기판홀더 : 자공전방식
- 도달압력 : 6.7 x 10 - 4Pa이하
- 배기속도 : 6.7 x 10 - 4Pa이하까지 30분 소요
- bias전압 : 최대 3kV
- 진공펌프 : 터보분자펌프 + 로터리펌프
- 펄스전압 : 펄스전원 3 ~ 20kV, 0 ~ 2kHz, duty 5 ~ 50%
- 냉각장치 : 3Kgf / ㎠, 20 ~ 30ℓ / min
- 소요전력 : 3상, 200V, 60kVA
- 압축공기 : 5 ~ 6kg / ㎠
코팅방법 및 장점 (Coating method & advantages)
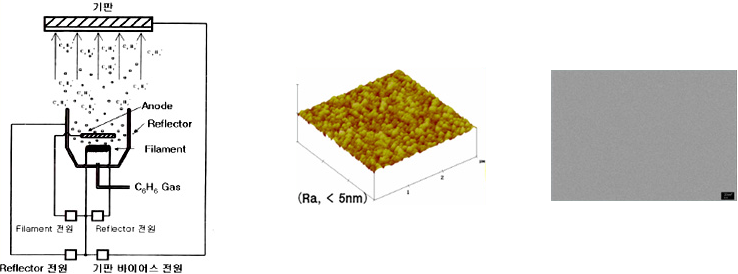
1. 고진공의 플라즈마공정인
이온화증착법에 의해 성막
2. 벤젠 (C6H6) 혹은
탄화수소가스 이용
3. DLC막의 표면사진 (평활한 표면)
<AFM (원자력간현미경)>
<SEM (주사전자현미경)>
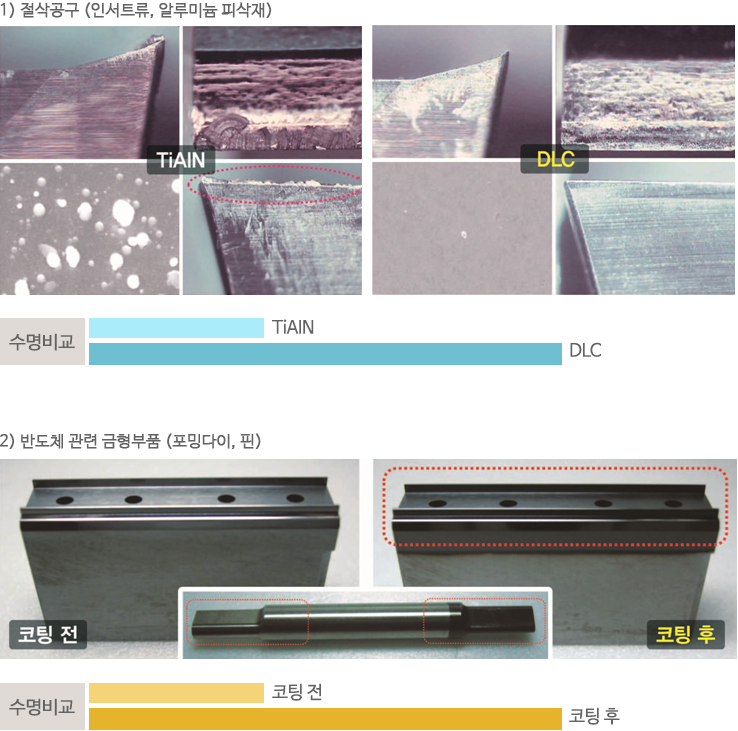
코팅적용
DLC코팅 응용예1
알루미늄캔 제조공정 / 공구표면에서의 Al용착방지 분당 수백 캔이 고속으로 가공되는 알루미늄캔
제조공정에 있어, 공구 / 금형표면에서의 Al용착은 라인정지로 이어져 생산효율을 저하시킨다.
DLC코팅은 용착을 방지하여 공구수명을 대폭으로 향상시켜줌과 동시에 보수 사이클을 연장한다.
또한, 후론이나 토리클렌의 폐지와 함께 윤활조건의 변화가 DLC코팅의 수요를 촉진하고 있다.

- - 플렌지성형 롤
- - 프린트 맨드렐
- - 수송가이드
- - 다이
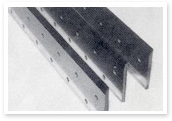
반도체제조공정 / 금형표면에 용접(땜납)도금 부착방지
패키지 외부 리드 암 굽힘가공에 있어 리드 용접(땜납)도금이 금형표면에 부착하면 제품의 불량률이
현저히 증가한다.
굽힘다이에 DLC코팅은 용접(땜납)도금의 부착을 방지하여 보수 사이클을 5 ~ 25배 향상시킨다.
- - 리드프레임 다이 / 펀치
- - 리드수정대 / 리드압기
- - 코렉트 / 포켓 / 핀
- - 포트 / 플런져
- - 히트코아
- - IC수송슈트 (가이드)
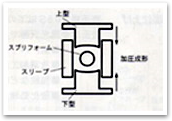
세라믹 및 초경합금 압분성형공정 / 금형표면에 세라믹·초경분말의 부착방지
알루미나 등 세라믹이나 초경합금 분말성형 가공에 있어 바인더 (결합제)로 응고한 세라믹 혹은
초경분말 성형체가 이형할 때에 금형표면에 부착하면 제품 품질이 저하한다.
이것을 방지하기 위해서는 금형표면의 경면성을 유지하는 것이 중요하다. 무처리 초경합금제
금형에서는 쇼트수의 증가와 함께 표면거칠기가 발생하여 분말의 부착이 일어난다.
DLC코팅은 분말부착을 방지하여 금형표면의 경면성을 수만 쇼트 이상 유지한다.

- - 알루미나 성형 펀치 / 다이
- - 초경인서트성형펀치
DLC코팅 응용예2
내마모성향상과 습동특성 개선
자기테이프의 품질향상은 눈에 띄게, 경질입자를 포함 자성분말 사용과 함께 테이프 구동계의
내마모성 향상이 요구된다. 알루미늄 합금제 테이프 주행 드럼에 DLC코팅을 하는 것에 의해
드럼의 내마모성이 증가되어 테이프의 주행성이 안정화 되면서 화상 품질이 개선된다.
비구면 그라스렌즈 성형공정 / 용융 그라스 이형제로서 DLC
핸드폰 및 비디오 카메라 등에 사용되는 비구면렌즈는 연마가 아닌 금형성형에 의해 제조된다.
이 경우 금형표면형상이 그대로 최종렌즈 제품에 전사되기 때문에, 금형표면에는 높은 경면성과
금형시의 용융그라스와 이형성이 요구된다. DLC코팅은 금형모재의 경면을 유지하면서
용융클래스와 모재의 반응을 차단하여 연속한 그라스 성형을 가능도록 한다.
비구면 그라스렌즈 성형공정 / 용융 그라스 이형제로서 DLC
제품사진